xxxxx性女hd性爽,二人裸体做爰视频,无码熟妇av人妻又粗又大,午夜理论片yy8860y影院
<blockquote id="cbj35"></blockquote>
<sub id="cbj35"></sub>
<p id="cbj35"><li id="cbj35"></li></p>
<blockquote id="cbj35"><samp id="cbj35"></samp></blockquote>
加入收藏
|
聯系我們
|
網站首頁
|
關于康暉
公司簡介
公司領導
組織構架
資質榮譽
|
新聞中心
公司動態
行業資訊
地鐵要聞
|
企業文化
企業理念
文化活動
員工風采
|
地鐵管片
產品介紹
工藝流程
|
人力資源
招聘信息
人才戰略
|
聯系我們
公司地址
留言反饋
采購合作
|
公司動態
行業資訊
地鐵要聞
聯系我們
公司地址:鄭州市西南四環馬寨經濟技術開發區西側
電話:0371-67172386
郵箱:hnkhgp@163.com
網址:www.bjjmedu.com
您現在的位置:
首頁
-
新聞中心
-
行業資訊
行業資訊
地鐵管片生產質量控制
文章來源:河南康暉 發布時間:2015-06-18 17:12:14
前言
盾構隧道一般采用混凝土管片襯砌作為永久支護結構,作為永久支護的管片制造技術,是地鐵隧道建設的關鍵技術之一。地鐵管片作為一種混凝土預制襯砌,在隧道開挖過程中,主要起到支撐和防水作用。
管片生產工藝復雜,流程多,求要精度高;而目前的管片生產中普遍存在粗曠,生產質量低下,管片損傷量大的問題;本文就上述矛盾,從管片生產的流程入手,以提高生產質量和生產效率為目的,提出對地鐵管片生產質量控制的一些建議。
管片預制生產工藝技術主要包括混凝土配制、鋼筋骨架及其成型技術、振搗成型,管片脫模、混凝土養護及反轉運輸技術等。
河南管片 鄭州管片 河南康暉管片 地鐵管片 盾構管片
河南管片 鄭州管片 河南康暉管片 地鐵管片 盾構河南
一、混凝土配制
混凝土配制技術是管片制作關鍵技術之一。管片混凝土具有高強度、高抗滲要求;同時由于施工需要,它又要求低流動性、早期強度高等特點;同時預制施工可能經歷冬夏。選擇合理的混凝土配制方案對保證混凝土良好的工作性能,結構強度,防止結構有害裂紋的產生,提高混凝土的抗滲性有著重要的意義。
針對以上要求,結合國內外相關工程盾構管片混凝土的施工經驗和相關領域的領先技術,混凝土的配制采用優質、早強、低熱水泥,水泥等級不低于42.5 級;級配良好的粗,細集料;優質粉煤灰(礦粉);緩凝型高效減水劑;抗滲劑等組份;配制時考慮低水灰比,小坍落度控制;同時,根據季節特征配制不同性質混凝土。
根據國內外的施工經驗,用于盾構管片的高性能混凝土應滿足如下基本要求:
⑴水膠比不大于0.35,混凝土坍落度小于60mm 易于澆注和振搗;
⑵抗壓強度等級大于C50;
⑶為滿足12小時模具周轉,要求混凝土澆注后10 小時即達脫模強度,20MPa以上;
⑷具有高抗滲性,抗滲等級大于S8 直至S12。
河南管片 鄭州管片 河南康暉管片 地鐵管片 盾構管片
河南管片 鄭州管
二.鋼筋籠制作
鋼筋籠制作主要把握好鋼筋原材進廠,下料,焊接等幾個方面。
2.1鋼筋的采購
(1)根據采購程序對鋼筋供應商給予嚴格評審,選擇信譽好、質量優、價格合理的鋼筋供應商,并提交工程師審核認可后,再正式確定供應商。
(2)每批鋼筋進廠要有該批鋼筋的質量保證書,且必須是相同鋼筋等級、相同直徑,相同鑄造號碼、相同批號。
(3)鋼筋原材料復試檢測頻率以每20t為一個單位,樣本從不同批、按檢驗要求取相應的尺寸和數量,按國家規定項目和要求進行測試。
(4)測試單位由業主指定的有資質的第三方進行測試。并出有效的測試報告。經監理工程師確認后,該批鋼筋掛牌標識進入待用狀態。
2.2鋼筋籠的加工
(1)鋼筋除銹:采用室溫鋼筋噴砂設備對使用的鋼筋進行除銹處理。
(2)焊接程序:1按照先成型鋼筋小粱后成型整體骨架的順序完成管片鋼筋骨架制作。2為保證鋼筋小粱的成型精確度,防止焊接過程中的鋼筋變形,設計并制作了專用胎具,胎具上設箍筋定位卡槽,卡槽位置根據設計位置預先確定,胎具弧型頂線設定位擋板以保證成型鋼筋弧度一致、保證線頭整齊,從而保證鋼筋小粱尺寸誤差符合要求。3骨架整體成型的胎具上設置彎螺栓孔位置、骨架寬度和骨架長度定位點,采用跳點法焊接工藝一次成型;
(3)焊接要點:1鋼筋除銹后,將鍛制好的鋼筋焊接成網,并在鋼筋彎制設備上焊接組裝成管片鋼筋籠。2鋼筋籠采用二氧化碳氣體保護焊。焊點不得有損傷主筋的現象。除節點外,任何鋼筋的長度方向均不得采用焊接。3鋼筋籠應按先成片,后成籠的生產順序流水作業。鋼筋籠網片圓弧方向的定位精度控制在1mm以內;焊接臺的限位控制板嚴格按鋼模板尺寸制作;鋼筋籠的整體制作精度控制在2mm以內,整個生產過程中,鋼筋籠不得占有任何油漬。
三、混凝土的攪拌及振搗成型技術
混凝土的攪拌國內外基本均采用微電腦控制,電子計量,強制式攪拌生產的技術。混凝土的振搗成型技術,目前國內外基本有兩種方式:整體成型技術和人工振搗成型技術。
河南管片 鄭州管片 河南康暉管片 地鐵管片 盾構管片
河南管片
3.1 振搗成型
(1)入模溫度測量
在混凝土澆筑前對入模溫度進行測量(由專職人員進行,并做好相關的記錄):混凝土入模溫度不得低于5
.
(2) 混凝土的澆筑
a.測量后應盡快澆筑,減少熱量損失。
b.每個模具分三層下料,每層之間隔40秒左右,保證管片的密實度、減少氣泡、砂眼等外觀缺陷。
c.做好澆筑前的各種應急措施。
3.2 收面
管片混凝土澆注完成后,在上表面要進行精心的收面光面工作,使成型后的管片外表面光滑,平整,密實:
⑴粗光面:使用刮尺將模具內多余的混凝土刮去(多刮少補)并磨平。
⑵中光面:在混凝土收水后,利用抹刀將混凝土表面抹平,壓光。
⑶精光面:在混凝土初凝時,使用長匙精工抹面,力求表面平滑,無收面匙印。
四、混凝土的養護技術
由于管片的生產必須適應盾構快速掘進襯砌的要求,因此要求生產的混凝土管片快速達到脫模強度和盡快達到設計強度。這樣混凝土的養護技術就顯得十分關鍵,同時混凝土的養護技術對混凝土凝結硬化過程中防止有害裂縫發生提高管片抗滲性方面也十分關鍵。為保證混凝土早期強度快速提高,滿足加快模具周轉頻率的要求,同時為防止混凝土凝結硬化過程中產生有害裂紋,合理選擇混凝土的養生工藝由為重要。國內外大量工程實踐表明靜養,蒸養,濕養相結合的混凝土養護工藝,對提高混凝土早期強度,加快模具脫模周期,提高模具使用率,有效防止混凝土凝結硬化過程中自縮,干縮,溫度裂紋,提高混凝土抗滲性能有十分重要的意義。在混凝土的養護技術上,有關研究成果是十分豐富的。
4.1 養護時間及溫度控制
一般而言, 混凝土管片養護可分為脫模前養護和脫模后養護。脫模前養護有的采取自然養護方式,有的則采取蒸汽養護方式,后者的優點是能加快鋼模的周轉速度,但必須對蒸養最高溫度、內外溫差、升溫和降溫梯度給以嚴格控制。
目前國內管片生產的經驗表明,蒸養時間以控制在8∽10 小時為宜,恒溫階段最高溫度不宜超過60℃,內外溫差宜小于20℃,升溫和降溫梯度宜小于20℃/h。脫模后的養護常見有噴淋養護和蓄水養護,養護周期為7 天。
4.2 在地質特性、管片配筋、混凝土配合比和施工參數相類同的情況下,當總推力達到12000-15000kN 時,噴淋養護的部分管片開始出現裂縫,而蓄水養護的管片則是完好無損,后者甚至在28000 kN 時仍未發現裂縫。上述的實例表明,國內目前水泥含量大,多超過400kg/m3 的C50 混凝土管片,似乎只有通過7 天以上的蓄水養護,水化作用才進行得充分,才能增強混凝土的密實度,從而更有效地從源頭防止開裂。
4.3 養護工藝
關于管片混凝土的養護技術一般的做法是:采用靜養,蒸養,濕養相結合的混凝土養護工藝:
⑴ 靜養:混凝土澆注成型后,置于自然環境中2~4h 自然養護。
⑵ 蒸養:靜養結束后,蓋上養護罩,開始緩慢均勻通入蒸汽升溫,通過專用的溫度測量計不定時測量升溫情況和溫度值,作好詳細的養護記錄,保證溫升不超過15~20℃/h,最高溫度不超過60℃;當罩內溫度均勻升高到50℃~60℃時,恒溫養護3~4h。再均勻緩慢降溫,溫降速度不超過20℃/h。與外界同溫后即可拆去養護罩。
⑶ 濕養:通過蒸養的管片,強度均可達到拆模起吊的要求。將管片起吊放入養護水池中,養護約7 天后混凝土在強度的發展和有害裂縫防止方面均可達到滿意的程度,即可吊放到堆場堆存,以備安裝使用。
在蒸養技術的發展上,以往一般都是靠人工操作來完成。由于普通儀表精度低,手動開關閥門不精確,依靠人工測溫、帆布覆蓋、大養護池的養護方法溫度控制誤差較大,盾構管片的高質量要求很難保證。因此開發計算機自動控制蒸養系統是十分必要的。隨著蒸養技術研究的不斷深入,目前在這些方面均有較大的改進, 蒸養技術的發展日趨成熟。
五. 管片脫模吊運技術
蒸養結束混凝土達到足夠的強度(脫模強度由實驗室測定)后,即可拆除管片的模具。
5.1 拆模時應注意以下幾點:
①拆模前應清除干凈混凝土殘積物,且整個清除過程及拆模過程中均不得有錘打、敲擊等野蠻操作行為。
②拆模順序為:先拆卸系桿螺栓,再拆卸旁模與底模固定螺栓,后拆卸側模與端模連接螺栓,順序依次拆除蓋模,旁模,端模 。所有螺栓及模板拆下后,均必須清抹干凈,涂刷養護油或養護劑并在指定位置堆放整齊。
③脫底模時,為防止起吊時管片產生有害裂縫,脫模吊具選用4 個真空吸盤吸附管片上表面。由于管片最大單片重約11t,因此每個吸盤的吸附力應不小于5t。
5.2 缺陷的修復
① 管片表面一般的缺陷(水泡,氣泡),在征得監理工程師的同意后,方可進行修補。
修補時 ,先用海棉蘸漿涂沫,再用修補劑填補,用灰匙抹平。
② 對于深度>2mm,直徑>3mm 的缺陷,采用二次填補方式,一次填補的材料干縮后,再二次填補抹平。
③ 管片修補劑采用丁二烯和苯乙烯共聚物乳液與水泥混物攪拌成粘結水泥漿,其與瞬凝水泥共同制成管片修補劑。施工前使基面潮濕,水泥漿施工厚度不超過2mm,然后再將瞬凝水泥涂于水泥漿上即可。(乳液屬性可參照以下:比重1.01,PH 值10.5,無毒,乳液與水泥按1:2 重量比拌至均質,粘稠狀態。)
5.3 管片吊運
從鄭州地鐵的管片生產狀況來看轉運,轉運過程中對管片的損傷極大,特別是對外觀質量造成了很大的缺陷,主要為缺棱少角,嵌縫槽破損,外表面掉皮等外觀缺陷。經分析,主要原因為在管片轉運過程中吊裝方法不當,吊鉤、叉車撞擊損傷。
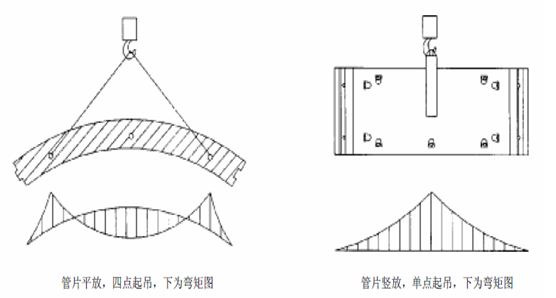
不適當的起吊方法會引起早期強度偏低的管片開裂。圖5-1所示為河南康輝管片廠采用的管片起吊方式。每塊管片(標準塊)近四噸重,由受力分析可知吊點處有相當大的應力集中,單點起吊應力集中尤為嚴重,再加上手孔、吊裝孔處鋼筋密集,混凝土可能不密實。抗滲試驗也顯示,吊裝孔處的裂紋要比手孔處的多而密。
圖5-1 管片起吊受力示意圖
在管片起吊技術的改進上,目前歐洲采用真空吸盤脫模技術,我國部分管片生產廠家也運用了此技術。在我國管片的脫模起吊技術也采用多點吊,使用軟吊帶的較多, 這可在一定程度上降低應力集中,對吊裝裂縫的預防效果十分好。該技術具有以下優點:
① 當混凝土強度達到C18(約為設計強度的36%)時,即可脫模;
②操作簡單、迅速、勞動強度低;
③利用真空吸附管片,對管片無損傷;
④真空吸盤面積大,可防止脫模起吊過程中管片的擺動.避免管片與模具的磕碰而造成管片掉角、掉塊等現象。
七.結論
從管片生產工序上來看,加強原材料的控制是管片質量的源頭;在生產過程中對各個步驟的嚴要求是管片質量的靈魂;而新技術、新工藝的不斷引進和創新是管片質量提高的動力,只有這樣,管片生產才會向著高質量、高科技、高效率的方向邁進。
參考文獻:
[1] 盾構掘進隧道工程施工及驗收規范
[2] 地下鐵道工程施工及驗收規范GB50299-1999
友情鏈接:
<鄭州軌道
鄭州市市政總
鄭州市建投
中國中鐵
中國鐵建
Copyright 2013, 河南康暉水泥制品有限公司 豫
ICP備16026738號-1
豫公網安備 41018202000205號
主站蜘蛛池模板:
积石山
|
休宁县
|
穆棱市
|
蒙自县
|
正镶白旗
|
且末县
|
天祝
|
清新县
|
商城县
|
灵武市
|
临江市
|
池州市
|
龙江县
|
鸡西市
|
江源县
|
大埔区
|
密云县
|
浏阳市
|
平昌县
|
洛扎县
|
灵台县
|
岳普湖县
|
闻喜县
|
荔浦县
|
岚皋县
|
白城市
|
子长县
|
弥渡县
|
六盘水市
|
永定县
|
青浦区
|
松江区
|
碌曲县
|
峨眉山市
|
英德市
|
呼和浩特市
|
西乌
|
区。
|
长葛市
|
嫩江县
|
兴隆县
|